




Koszyk jest pusty.
















Prasa krawędziowa CNC serii ULTIMATE jest nowoczesną maszyną do gięcia arkuszy blachy pod dowolnym kątem. Konstrukcja o zwiększonej wydajności pozwala na zachowanie precyzyjnego gięcia przy dłuższej pracy. W standardzie prasa posiada cztery osie: X, Y1, Y2, R oraz automatyczna strzałkę ugiecia. Sterowanie CNC Cybelec 12PS, nacisk od 60 do 400 ton oraz długość gięcia od 1300 do 6100 mm.

Prasy krawędziowe Ultimate to zaawansowane narzędzie stosowane w przemyśle do obróbki krawędzi i gięcia materiałów. Jest to wszechstronne urządzenie, które umożliwia precyzyjne i skuteczne wykończenie krawędzi różnych rodzajach materiałów, takich jak stal, aluminium i tworzywa sztuczne.
Prasy krawędziowe Ultimate zostały zaprojektowane z myślą o wydajności i niezawodności. Jest wyposażona w solidną konstrukcję, która zapewnia stabilność podczas pracy. Maszyny posiadają także zaawansowane systemy sterowania, które umożliwiają programowanie różnych parametrów pracy, takich jak prędkość krawędziowania, kąt gięcia i siła nacisku.
Jednym z głównych atutów pras krawędziowych Ultimate jest jej łatwość obsługi. Intuicyjny interfejs użytkownika umożliwia operatorowi łatwe programowanie i kontrolę procesu obróbki. Dodatkowo, prasy wyposażone są w zaawansowane systemy bezpieczeństwa, które zapewniają bezpieczne użytkowanie. Dzięki swojej wysokiej wydajności, prasy krawędziowe EASY są idealnym rozwiązaniem dla producentów, którzy wymagają szybkiej i precyzyjnej obróbki krawędzi. Może być wykorzystywana w różnych branżach, takich jak przemysł metalowy, stolarstwo, produkcja mebli i przemysł tworzyw sztucznych.


| Max. grubość giętej blachy (S235) | do 6.0 mm |
| Nacisk nominalny | 1250 kN |
| Maksymalna długość giętej blachy | 3100 mm |
| Głębokość wcięcia w belkach (gardziel) | 400 mm |
| Maksymalny skok ruchomej belki | 150 mm |
| Maksymalna wysokość otwarcia | 390 mm |
| Odległość między belkami | 2700 mm |
| Odjazd zderzaka tylnego | 650 mm |
| Moc silnika SERWO | 7.5 kW |
| Długość | 3870 mm |
| Szerokość | 1550 mm |
| Wysokość | 2600 mm |
| Waga | 7500 kg |

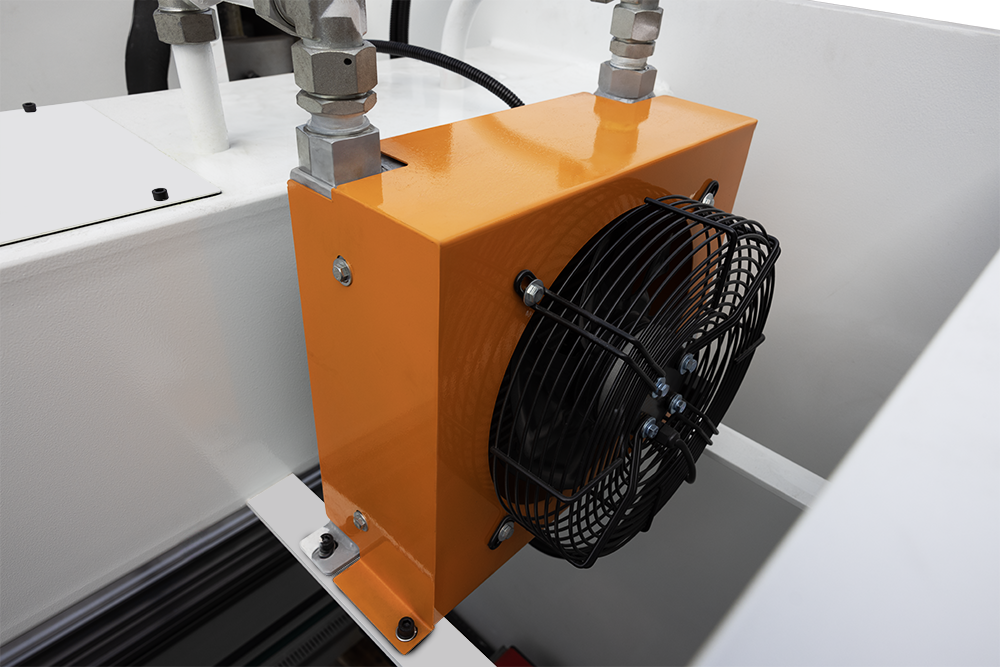
Zapewnia na całej długości gięcia zachowanie takiego samego kąta gięcia
SOil Cooling System gwarantuje stabilność parametrów pracy maszyny nawet po długiej, ciągłej eksploatacji.


Osie Y1, Y2 - to osie odpowiadające za pracę belki gnącej. Y1 to lewa strona a Y2 to prawa strona. Całym procesem gięcia steruje system CNC za pomocą układu hydraulicznego zintegrowanego z układem pomiarowym, który składa się z liniałów pomiarowych znajdujących się z lewej oraz prawej strony maszyny. Prasy krawędziowe sterowane CNC są maszynami synchronicznymi, czyli takimi, które posiadają niezależne sterowanie lewym oraz prawym siłownikiem, pozwala nam to na swobodne korygowanie równoległości oraz korygowanie kata gięcie nie zależnie z obu stron Y1 oraz Y2.
X - to oś odpowiadająca za ruch zderzaka w płaszczyźnie przód-tył. Odpowiedzialna jest za utrzymanie wymiaru zaginanych boków detalu. Napędzana jest za pomocą silnika krokowego lub servo napędu natomiast mechanizmem wykonawczym przenoszącym napęd są śruby kulowe. Za określanie pozycji oraz dokładności zderzaka odpowiedzialny jest enkoder. Sterowania CNC mogą automatycznie kalkulować pozycję X w celu uzyskania odpowiedniego wymiaru gięcia, biorąc pod uwagę grubość, rodzaj materiału, zastosowane narzędzia, kąt gięcia oraz czy wymiar na rysunku jest zewnętrzny czy wewnętrzny.
R - to również oś zderzaka maszyny, odpowiedzialna jest za ruch w płaszczyźnie góra-dół. Napędzana jest najczęściej za pomocą przekładni sterowanej servo napędem. Za pozycję i dokładność odpowiada również enkoder. Punktem zero dla osi R jest wysokość aktualnie zamontowanej matrycy na stole prasy. W nowoczesnych sterowaniach CNC palce zderzaka maja kilka płaszczyzn odniesienia czy podporu blachy, po wybraniu w sterowaniu położenia zderzaka maszyna automatycznie skoryguje wysokość R oraz pozycję X zderzaka.
 Korpus prasy krawędziowej zbudowany jest ze ścian bocznych i stołu. Natomiast nacisk na stół wykonuje belka gnąca przesuwając się w prowadnicach korpusu. Zarówno stół jak i belka podparte są w dwóch punktach. Podczas działania bardzo dużych sił na giętą blachę następuje ugięcie stołu. Powoduje to problem z uzyskaniem zadanego kąta na środku stołu. Aby uzyskać taki sam kąt na całej długości giętej blachy niezbędne jest wyposażenie maszyny w system kompensacji stołu. Najczęściej używanym systemem jest jednak mechaniczny system. Jest to tak zwany system przeciwległej fali. Stół prasy od spodu jest wyfrezowany tak aby mieściły się w nim dwie listwy o przeciwległej fali. Dolna listwa jest stała natomiast po przez górną wykonywany jest ruch ręczny za pomocą korbki z wbudowaną skalą lub automatyczny przez przekładnie napędzaną servo-napędem. System ten idealnie kompensuje odkształcenia stołu które powstają w procesie gięcia blachy zapewniając przy tym wysoką dokładność utrzymania wartości zadanego kąta.
Korpus prasy krawędziowej zbudowany jest ze ścian bocznych i stołu. Natomiast nacisk na stół wykonuje belka gnąca przesuwając się w prowadnicach korpusu. Zarówno stół jak i belka podparte są w dwóch punktach. Podczas działania bardzo dużych sił na giętą blachę następuje ugięcie stołu. Powoduje to problem z uzyskaniem zadanego kąta na środku stołu. Aby uzyskać taki sam kąt na całej długości giętej blachy niezbędne jest wyposażenie maszyny w system kompensacji stołu. Najczęściej używanym systemem jest jednak mechaniczny system. Jest to tak zwany system przeciwległej fali. Stół prasy od spodu jest wyfrezowany tak aby mieściły się w nim dwie listwy o przeciwległej fali. Dolna listwa jest stała natomiast po przez górną wykonywany jest ruch ręczny za pomocą korbki z wbudowaną skalą lub automatyczny przez przekładnie napędzaną servo-napędem. System ten idealnie kompensuje odkształcenia stołu które powstają w procesie gięcia blachy zapewniając przy tym wysoką dokładność utrzymania wartości zadanego kąta.
Producent: Cormak

CORMAK JERZY ZALEWSKI
ul. Brzeska 120, 08-110 Siedlce, Polska
Paweł
tel. 25 644 18 07 wew. 133
tel. kom. 609 939 814
pawel2@cormak.pl
Mariusz
tel. 25 644 18 07 wew. 109
tel. kom. 609 939 851
mariusz@cormak.pl
Tomasz
tel. 25 633 09 33
tel. kom. 609 939 965
tomasz@cormak.pl
Maciej
tel. 25 633 09 33
tel. kom. 609 939 170
maciej2@cormak.pl
Bartłomiej
dotyczy tylko województw: Śląskie, Dolnośląskie, Małopolskie, Opolskie
tel. kom. 609 939 004
'sosnowiec@cormak.pl


PRASA HYDRAULICZNA KRAWĘDZIOWA ULTIMATE 130x3200 Cybelec 4+1 OŚ SERVO
Prasa krawędziowa CNC serii ULTIMATE jest nowoczesną maszyną do gięcia arkuszy blachy pod dowolnym kątem. Konstrukcja o zwiększonej wydajności pozwala na zachowanie precyzyjnego gięcia przy dłuższej pracy. W standardzie prasa posiada cztery osie: X, Y1, Y2, R oraz automatyczna strzałkę ugiecia. ...Więcej
Prasa krawędziowa CNC serii ULTIMATE jest nowoczesną maszyną do gięcia arkuszy blachy pod dowolnym kątem. Konstrukcja o zwiększonej wydajności pozwala na zachowanie precyzyjnego gięcia przy dłuższej pracy. W standardzie prasa posiada cztery osie: X, Y1, Y2, R oraz automatyczna strzałkę ugiecia. Sterowanie CNC Cybelec 12PS, nacisk od 60 do 400 ton oraz długość gięcia od 1300 do 6100 mm.