




Koszyk jest pusty.











Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-66T oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA69T oraz CYBELEC 12, które zapewniają szeroką gamę funkcji, umożliwiających realizację najbardziej wymagających zadań gięcia.

| Max. grubość giętej blachy (S235) | do 6.0 mm |
| Nacisk nominalny | 1300 kN |
| Maksymalna długość giętej blachy | 3200 mm |
| Głębokość wcięcia w belkach (gardziel) | 400 mm (opcja 550mm lub 620mm) |
| Maksymalny skok ruchomej belki | 200 mm (opcja 300mm lub 400mm) |
| Maksymalna wysokość otwarcia | 390 mm |
| Odległość między belkami | 2700 mm |
| Odjazd zderzaka tylnego | 650 mm (opcja 1000mm) |
| Moc silnika | 11 kW |
| Długość | 3870 mm |
| Szerokość | 1550 mm |
| Wysokość | 2460 mm |
| Waga | 7400 kg |


Choć cały proces gięcia krokowego może się wydawać dość skomplikowany, to jednak dostępne w firmie CORMAK maszyny i oprogramowania są już na takim stopniu zaawansowania, że w wielu kwestiach całkowicie wyręczają operatora.

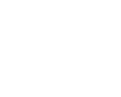
Zapewnia na całej długości gięcia zachowanie takiego samego kąta gięcia




Maszyna łączy w sobie zaawansowaną technologię z prostotą obsługi, co czyni ją idealnym wyborem zarówno do precyzyjnych zadań ręcznych, jak i wydajnej pracy seryjnej. Wysokiej jakości podzespoły i zaawansowane zabezpieczenia gwarantują niezawodność oraz bezpieczeństwo użytkowania.
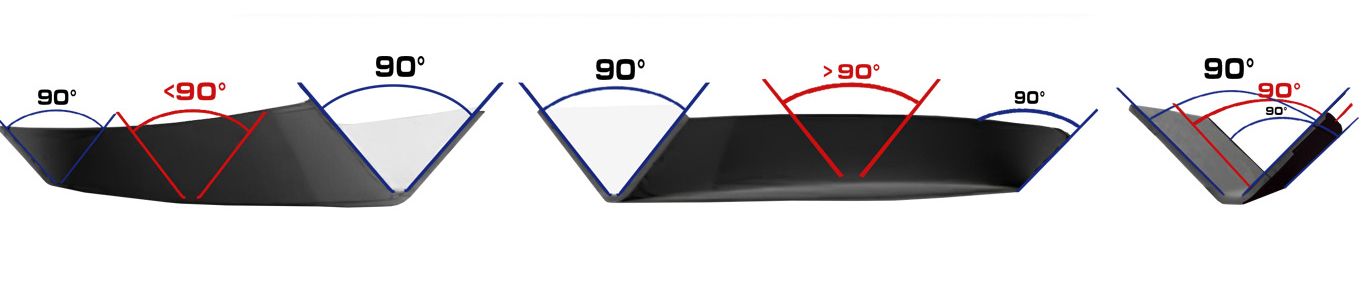
Tylko u nas w standardzie, najwyższej klasy laserowy system bezpieczeństwa, chroniący operatora oraz przyśpieszający ponad dwukrotnie proces gięcia.

Laserowy system IRIS Plus (opcja)
System laserowy IRIS Plus to zaawansowane rozwiązanie do pras krawędziowych, zapewniające precyzyjne i bezpieczne pozycjonowanie narzędzi oraz materiału. Umożliwia pomiar i korekcję kąta gięcia w czasie rzeczywistym, co znacząco zwiększa dokładność oraz wydajność procesu.
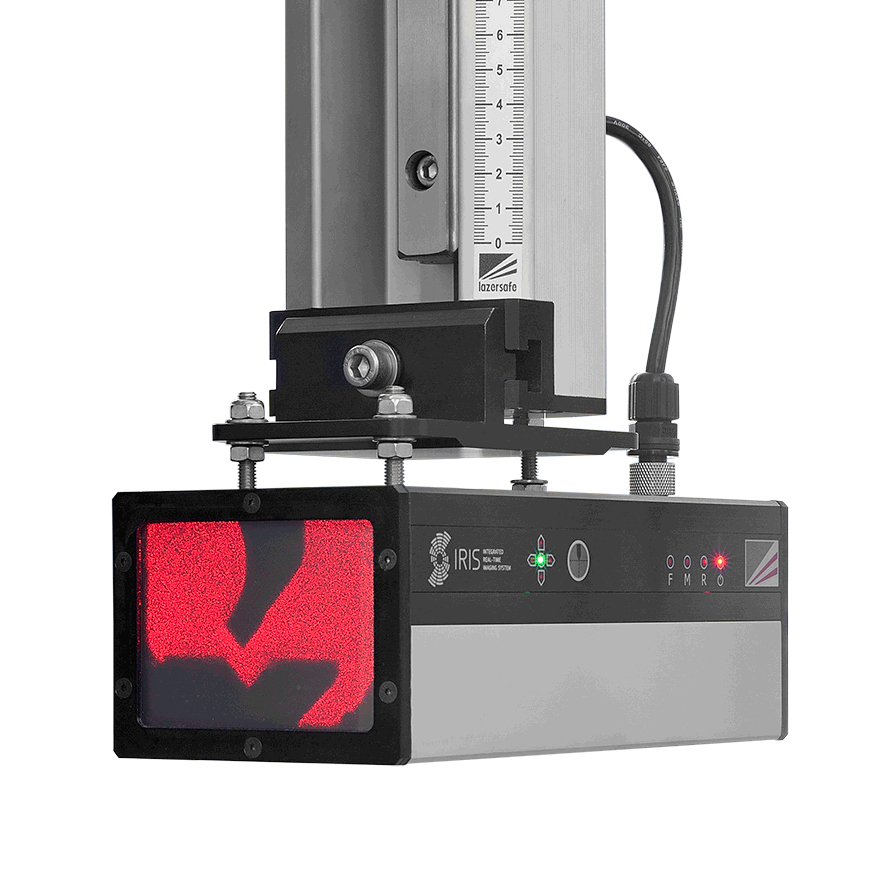
Nie oszczędzamy na bezpieczeństwie! Najwyższej klasy połączenia hydrauliczne i zawory bezpieczeństwa zaprojektowane w Polsce.


Uwaga na pseudo zabezpieczenia typu bramy czy kurtyny świetlne, ponieważ nie są one zgodne z normami CE i narażają pracowników na utratę zdrowia. To Ty jako pracodawca odpowiadasz za zdrowie swojego pracownika!






U nas w standardzie system gwarantujący stabilność parametrów pracy maszyny nawet po długiej, ciągłej eksploatacji.
Ze względu na końcowy efekt ważny jest też odpowiedni dobór narzędzi do prasy krawędziowej, czyli matrycy i stempla.
Prasy krawędziowe CORMAK dokonują na bieżąco pomiarów gięcia i potrafią np. korygować odchylenia w trakcie procesu, aby uzyskany efekt był jak najbardziej optymalny.




Zawsze możesz liczyć na pomoc specjalisty.
Producent: Cormak

CORMAK JERZY ZALEWSKI
ul. Brzeska 120, 08-110 Siedlce, Polska
Paweł
tel. 25 644 18 07
wew. 133
tel. kom. 609 939 814
pawel2@cormak.pl


Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 250×5000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 40×2000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA-53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 500×6000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 SERWO 250×3200 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-53TX, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 80×2500 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 250×4000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 130×3200 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 300×5000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 320×3100 DA-53TX SERWO
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 125×2500 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 63×3200 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 160×4000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 125×4000 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 200×2500 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 40x1600 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej

Prasa krawędziowa hydrauliczna CORMAK CNC ULTIMATE 4+1 250×2500 DA-53TX
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-53TX oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA-66T, DA69T oraz ...Więcej
Prasy krawędziowe marki Cormak to zaawansowane urządzenia umożliwiające precyzyjne gięcie blach dzięki odpowiednio dobranym stemplom i matrycom. Nasza oferta obejmuje modele wyposażone w sterowniki w standardzie DELEM DA-66T oraz opcjonalnie sterowniki DELEM DA53T, DA-58T, DA69T oraz CYBELEC 12, które zapewniają szeroką gamę funkcji, umożliwiających realizację najbardziej wymagających zadań gięcia.