
Der Korb ist leer.











Die CORMAK Abkantpressen sind hochentwickelte Maschinen, die präzises Biegen von Blech ermöglichen, dank sorgfältig ausgewählter Stempel und Matrizen. Unsere Produktreihe umfasst Modelle, die standardmäßig mit DELEM DA-66T Steuerungen ausgestattet sind, sowie optional mit den Steuerungen DELEM DA53T, DA-58T, DA69T und CYBELEC 12, die eine breite Palette von Funktionen bieten, um selbst die anspruchsvollsten Biegeaufgaben zu bewältigen.

| Max. Dicke des gebogenen Blechs (S235) | bis zu 6,0 mm |
| Nominale Presskraft | 1300 kN |
| Maximale Biegelänge des Blechs | 3200 mm |
| Einbautiefe in den Balken (Strecke) | 400 mm (Option 550 mm oder 620 mm) |
| Maximale Hubhöhe des beweglichen Balkens | 200 mm (Option 300 mm oder 400 mm) |
| Maximale Öffnungshöhe | 390 mm |
| Abstand zwischen den Balken | 2700 mm |
| Rückzugsweg des hinteren Anschlags | 650 mm (Option 1000 mm) |
| Motorkraft | 11 kW |
| Länge | 3870 mm |
| Breite | 1550 mm |
| Höhe | 2460 mm |
| Gewicht | 7400 kg |


Obwohl der gesamte Prozess der schrittweisen Biegung ziemlich kompliziert erscheinen mag, sind die Maschinen und Softwarelösungen von CORMAK mittlerweile so fortschrittlich, dass sie den Bediener in vielen Aspekten vollständig entlasten.

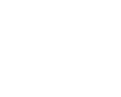
Sorgt über die gesamte Biegelänge hinweg dafür, dass der Biegewinkel gleich bleibt.




Die Maschine kombiniert fortschrittliche Technologie mit Benutzerfreundlichkeit, was sie zu einer idealen Wahl sowohl für präzise manuelle Aufgaben als auch für die effiziente Serienproduktion macht. Hochwertige Komponenten und fortschrittliche Sicherheitsfunktionen garantieren Zuverlässigkeit und Sicherheit im Betrieb.
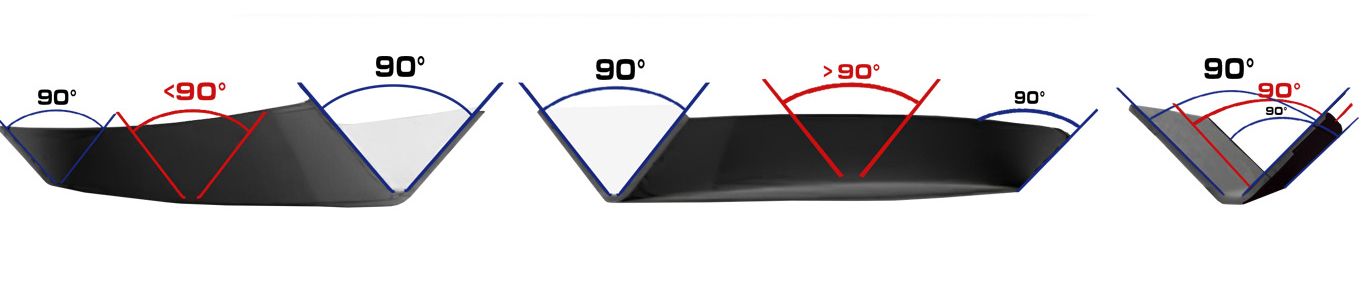
Nur bei uns standardmäßig erhältlich: Ein hochklassiges Lasersicherheitssystem, das den Bediener schützt und den Biegeprozess mehr als doppelt so schnell macht.

Laser-Sicherheitssystem IRIS Plus (Option)
Das Laser-System IRIS Plus ist eine fortschrittliche Lösung für Abkantpressen, die eine präzise und sichere Positionierung von Werkzeugen und Material ermöglicht. Es misst und korrigiert den Biegewinkel in Echtzeit, was die Genauigkeit und Effizienz des Prozesses erheblich steigert.
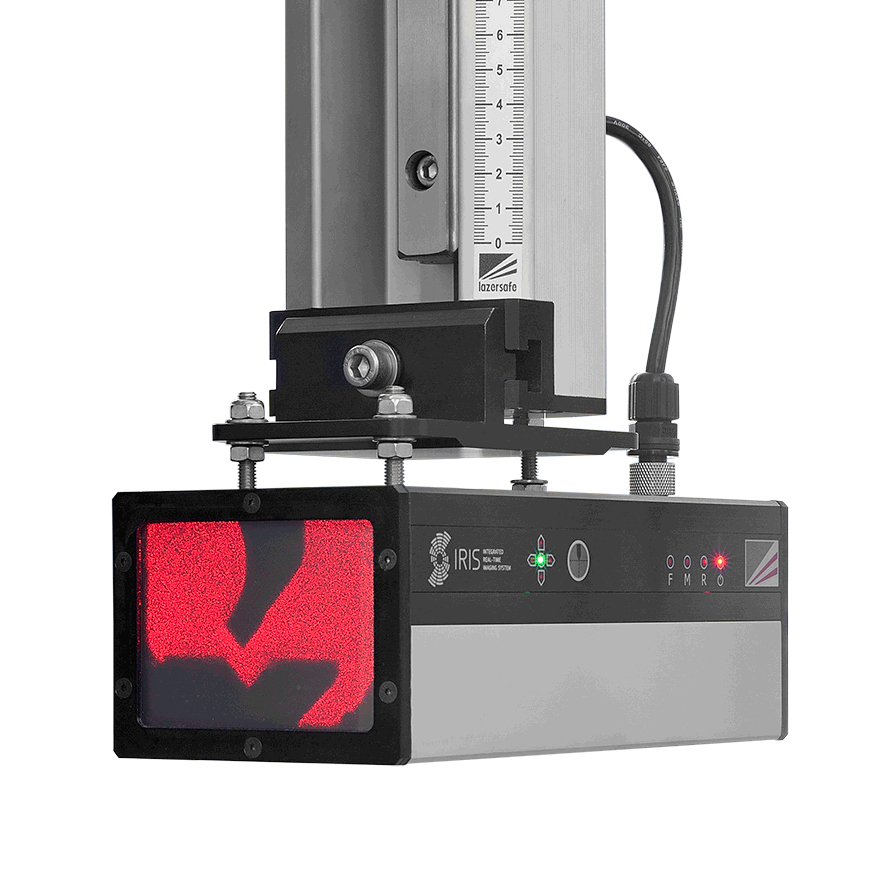
Wir sparen nicht an der Sicherheit! Hochwertige hydraulische Verbindungen und Sicherheitsventile.


Achtung vor Pseudo-Sicherheitsvorrichtungen wie Toren oder Lichtvorhängen, da diese nicht den CE-Normen entsprechen und die Gesundheit der Mitarbeiter gefährden können. Als Arbeitgeber sind Sie für die Gesundheit Ihrer Mitarbeiter verantwortlich!






Bei uns im Standard ist das System, das die Stabilität der Maschinenparameter auch nach langer, kontinuierlicher Nutzung garantiert.
Für das Endergebnis ist die richtige Auswahl der Werkzeuge für die Abkantpresse, d.h. der Matrizen und Stempel, wichtig.
Die CORMAK Abkantpressen führen kontinuierlich Biegemessungen durch und können z.B. Abweichungen während des Prozesses korrigieren, um das bestmögliche Ergebnis zu erzielen.




Eine Schulung und Inbetriebnahme der Maschine durch einen CORMAK-Techniker ist möglich (nach individueller Kalkulation).
Sie können jederzeit auf die Unterstützung eines Spezialisten zählen.
Gemäß der Richtlinie 2012/19/EU des Europäischen Parlaments und des Rates vom 4. Juli 2012 über Elektro- und Elektronik-Altgeräte (WEEE) geben wir unsere WEEE-Registrierungsnummern an:
Hersteller: Cormak

CORMAK JERZY ZALEWSKI
Straße: Brzeska 120, 08-110 Siedlce, Polen
phone: +48 501 944 934
export@cormak.pl
phone: +48 609 939 400
export@cormak.pl
phone: +48 609 939 051
export@cormak.pl
phone: +48 609 939 741
export@cormak.pl


Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 40×2500 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA-53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 300×6000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12 für eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 500×6000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 200×2500 DA-53TX
Die Biegemaschinen der Marke Cormak sind fortschrittliche Geräte, die präzises Biegen von Blechen dank passender Stempel und Matrizen ermöglichen. Unser Angebot umfasst Modelle, die mit Steuerungen im Standard DELEM DA-53TX sowie optional mit den Steuerungen DELEM DA53T, DA-58T, DA-66T, DA69T und ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 320×3100 DA-53TX SERVO
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12 für eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 300×5000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind fortschrittliche Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Das Standardmodell ist mit der Steuerung DELEM DA-53TX ausgestattet, optional sind auch DELEM DA53T, DA-58T, DA-66T, DA-69T sowie CYBELEC 12 ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 250×6000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 250×6000 DA-53TX mit 2500 kN Presskraft und 6000 mm Arbeitslänge garantiert höchste Präzision. Ausgestattet mit DELEM DA-53TX Steuerung, Servoachsen und automatischer Bombierungskompensation ist sie eine zuverlässige Wahl für die Serienfertigung. ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 500×4000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 125×2500 DA-53TX
Cormak-Abkantpressen sind fortschrittliche Geräte, die dank entsprechend ausgewählter Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle, die standardmäßig mit DELEM DA-53TX-Steuerungen und optional mit DELEM DA53T-, DA-58T-, DA-66T-, DA69T- und CYBELEC ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 300×4000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 300×4000 DA-53TX mit 3000 kN Presskraft und 4000 mm Arbeitslänge ist für präzise und anspruchsvolle Biegearbeiten konzipiert. Mit DELEM DA-53TX Steuerung, Servoachsen, automatischer Bombierungskompensation und hochwertigen Komponenten bietet sie ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 400×4000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 80×2500 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA-53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 160×3200 DA-53TX
Die Abkantpressen der Marke CORMAK sind hochentwickelte Maschinen, die präzises Biegen von Blechen durch speziell ausgewählte Stempel und Matrizen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optionalen Steuerungen DELEM DA53T, DA-58T, DA-66T, DA69T und ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 63×2500 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind moderne Maschinen für präzises Biegen von Blechen mit optimal abgestimmten Stempeln und Matrizen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX, optional auch mit DELEM DA-53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die eine breite ...Mehr

Hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 200×6000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC ULTIMATE 4+1 200×6000 DA-53TX ist eine leistungsstarke Blechbearbeitungsmaschine mit 2000 kN Presskraft und 6000 mm Arbeitslänge. Dank moderner DELEM DA-53TX Steuerung, Servoachsen und linearen Führungen bietet sie höchste Präzision und Effizienz in der Serienproduktion. ...Mehr

Abkantpressen der Marke Cormak sind fortschrittliche Geräte, die dank passend ausgewählter Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit der Steuerung DELEM DA-53TX als Standard sowie optional die Steuerungen DELEM DA-53T, DA-58T, DA-66T, DA-69T ...Mehr
Die CORMAK Abkantpressen sind hochentwickelte Maschinen, die präzises Biegen von Blech ermöglichen, dank sorgfältig ausgewählter Stempel und Matrizen. Unsere Produktreihe umfasst Modelle, die standardmäßig mit DELEM DA-66T Steuerungen ausgestattet sind, sowie optional mit den Steuerungen DELEM DA53T, DA-58T, DA69T und CYBELEC 12, die eine breite Palette von Funktionen bieten, um selbst die anspruchsvollsten Biegeaufgaben zu bewältigen.