

Koszyk jest pusty.










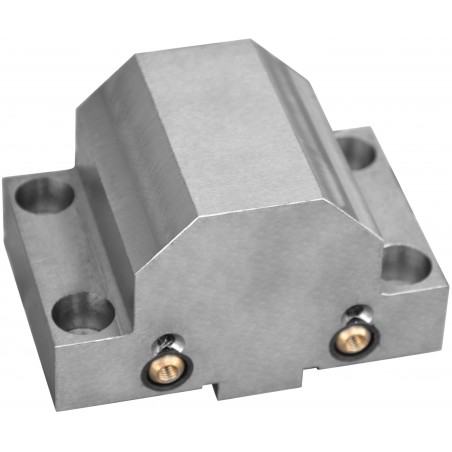
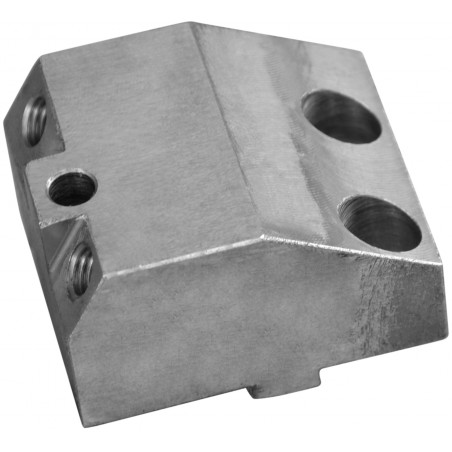
Chwytak służący do łapania pręta od Ø5 do Ø42 z tokarek. Chwyt Weldon 20. Bardzo przydatne narzędzie do automatyzacji obróbki.

Mechaniczny podajnik pręta, chwytak do zastosowania w tokarkach numerycznych (CNC). Został opracowany na bazie własnych doświadczeń i wykonany w całości w naszej firmie z polskich materiałów, co zapewnia bezawaryjną pracę przez wiele lat. Początkowo został zaprojektowany i wyprodukowany na potrzeby własne w celu automatyzacji czynności i redukcji czasu produkcji detali, dzisiaj z naszego rozwiązania korzysta wiele zaprzyjaźnionych firm.
Nasz chwytak jest idealnym rozwiązaniem dla wszystkich zakładów pracujących na tokarkach CNC, które nie są wyposażone w automatyczny podajnik pręta np. z uwagi na wysoki koszt zakupu lub spore gabaryty.
Zakres wyciąganych prętów: 5-42 mm.
Od 50.000 - 500.000 sztuk, w zależności od gatunku obrabianego materiału oraz powierzchni pręta (walcowane, ciągnione). W każdej chwili istnieje możliwość zakupu dodatkowych łapek w przypadku zużycia lub kolizji.
Poniżej 0.1mm.
1. Wywołanie rewolwera, na którym zamontowany jest chwytak.
2. Pozycjonowanie w osi Z ..........
3. Wjechanie w osi X na materiał w celu złapania pręta.
4. Zwolnienie szczęk uchwytu tokarskiego.
5. Przerwa czasowa na otwarcie szczęk (od 0.1s do 1s).
6. Pociągnięcie pręta w osi Z zgodnie z wytycznymi programu.
7. Zaciśnięcie szczęk w uchwycie tokarskim.
8. Przerwa czasowa na zamknięcie szczęk (od 0.1s do 1s).
9. Wyjechanie w osi X z materiału.
10. Powrót do zera i kontynuacja produkcji.
N01 T0404 M5 (PODAJNIK)
N02 G0 X80 Z-25
N03 G0 X0
N04 M84 (otwarcie szczęk)
N05 G04 F0.5 (przerwa czasowa na otwarcie szczęk)
N06 G0 Z0
N07 M83 (zamknięcie szczęk)
N08 G04 F0.5 (przerwa czasowa na zamknięcie szczęk)
N09 G0 X80
N10 G0 X450 Z10
N11 M02
Rozstaw reguluje się za pomocą klucza imbusowego kręcąc w lewo lub prawo śrubą, po uprzednim odblokowaniu śruby kontrującej. Rozstaw powinien być mniejszy od średnicy pręta o 0.5-1mm (w zależności od gatunku i wagi materiału). Zastosowanie sprężystego materiału do produkcji łapek umożliwia mocne ściśnięcie materiału.
| MODEL: | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Parametry: | GC-50-5/42-W20 | GC-50-5/42-W25 | GC-50-5/42-W32 | GC-50-5/42-V20 | GC-50-5/42-V30 | GC-50-5/42-V40 | GC-50-5/42-T16X16 | GC-50-5/42-T20X20 | GC-50-5/42-T25X25 | GC-50-5/42-T32X25 |
| montaż w uchwytach WELDON | 20mm | 25mm | 32mm | |||||||
| montaż w uchwytach VDI | VDI 20 | VDI 30 | VDI 40 | |||||||
| montaż w uchwytach | 16x16 | 20x20 | 25x25 | 32x25 | ||||||
| zakres wyciąganych prętów | 5-42mm | |||||||||
Producent: Cormak

CORMAK JERZY ZALEWSKI
ul. Brzeska 120, 08-110 Siedlce, Polska
Paweł
tel. 25 644 18 07 wew. 133
tel. kom. 609 939 814
pawel2@cormak.pl


Nóż tokarski składany SVJBL 25x25-16 tureckiej firmy Akko na płytkę wieloostrzową VBMT 1604. System mocowania płytek - „S" . Większość noży do toczenia zewnętrznego, dodatnia lub ujemna noże wytaczaki geometria noży. Płytki wymienne jednostronne mocowane na powierzchni otworu stożkowo-łukowego za ...Więcej
Chwytak służący do łapania pręta od Ø5 do Ø42 z tokarek. Chwyt Weldon 20. Bardzo przydatne narzędzie do automatyzacji obróbki.