
The basket is empty.










Cormak press brakes are advanced machines designed for precise sheet metal bending using properly selected punches and dies. Our range includes models equipped with CORMAK CR-41 control systems, providing a wide range of functions that enable the execution of the most demanding bending tasks.

| Max. bending thickness (S235) | up to 8.0 mm |
| Nominal pressure | 1,600 kN |
| Maximum bending length | 3,200 mm |
| Throat depth | 320 mm |
| Maximum ram stroke | 180 mm |
| Maximum opening height | 455 mm |
| Distance between frames | 2,600 mm |
| Backgauge travel | 500 mm |
| Motor power | 11.0 kW |
| Length | 3,300 mm |
| Width | 1,650 mm |
| Height | 2,500 mm |
| Weight | 9,600 kg |


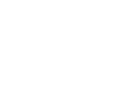
Although the entire step-bending process may seem quite complex, CORMAK machines and software are already so advanced that in many aspects they fully support the operator.

Ensures a consistent bending angle along the entire bending length – (oprion*)

Ensures a consistent bending angle along the entire bending length – (oprion*)




The machine combines advanced technology with ease of operation, making it an ideal choice for both precise manual tasks and efficient serial production. High-quality components and advanced safety systems guarantee reliability and safe operation.
As standard, a top-class laser safety system that protects the operator and more than doubles the bending speed.

We do not compromise on safety! High-class hydraulic connections and safety valves.


Warning against pseudo safety systems such as gates or light curtains, as they do not comply with CE requirements and may pose a risk to operators.





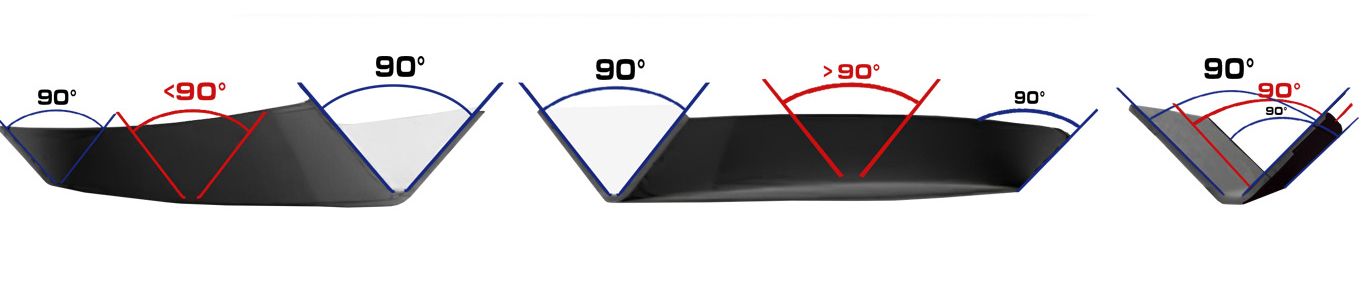
As standard, a system ensuring stable machine operating parameters even during long, continuous operation.
Due to the final result, proper selection of press brake tooling – the die and punch – is also important.
CORMAK press brakes continuously perform bending measurements and can, for example, correct deviations during the process to achieve the most optimal result.




You can always count on specialist support.
It is possible to arrange professional training and machine commissioning carried out by a Cormak technician — this service is priced individually.
Contact our advisor to get more information.
*The price quoted is for the machine itself, excluding optional/additional equipment, installation, transport and training— please contact our consultant for more details.
Manufacturer: Cormak

CORMAK JERZY ZALEWSKI
Brzeska 120, 08-110 Siedlce, Poland
phone: +48 501 944 934
export@cormak.pl
phone: +48 609 939 400
export@cormak.pl
phone: +48 609 939 051
export@cormak.pl
phone: +48 609 939 741
export@cormak.pl

Używamy tej prasy w firmie od kilku miesięcy i naprawdę robi różnicę w naszej produkcji. Solidna maszyna.
Jestem bardzo zadowolony z tej prasy. Praca z nią jest łatwa, a wyniki są zawsze precyzyjne. Polecam każdemu.

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 400x5000
CORMAK press brakes are advanced machines designed for precise sheet metal bending using carefully matched punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, offering a wide selection of functions for carrying out even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 250x2500
Press brakes by CORMAK are advanced machines designed for precise sheet metal bending with accurately selected punches and dies. The range includes models equipped with CORMAK CR-41 controllers, providing a wide range of functions enabling the execution of even the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 500x4000
Cormak press brakes are advanced machines designed for precise sheet metal bending using properly selected punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, which provide a wide range of functions, enabling the execution of even the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 63x2000
Cormak press brakes are advanced machines designed for precise sheet metal bending using correctly selected punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, offering a wide range of functions to handle even demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 125x4000
Cormak press brakes are advanced machines designed for precise sheet metal bending using properly selected punches and dies. Our range includes models equipped with CORMAK CR-41 control systems, providing a wide range of functions that enable the execution of the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 200x3200
CORMAK press brakes are advanced machines designed for precision sheet metal bending with accurately matched punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, offering extensive functionality to meet even the most demanding bending requirements. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 60x1600
Cormak press brakes are advanced machines designed for precise sheet metal bending with the use of properly selected punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, offering a wide range of functions that enable the execution of even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 250x5000
CORMAK press brakes are advanced machines designed for precise sheet metal bending using properly matched punches and dies. The available models are equipped with CORMAK CR-41 controllers, offering a wide range of functions to meet the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 40x1600
CORMAK press brakes are advanced machines designed for precise sheet metal bending with carefully matched punches and dies. Our range includes models equipped with CORMAK CR-41 controllers offering a wide selection of functions for completing even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 300x6000
CORMAK press brakes are advanced machines designed for precision sheet metal bending using perfectly matched punches and dies. The models equipped with the CORMAK CR-41 controller offer a wide range of functions, enabling the completion of even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 300x5000
CORMAK press brakes are advanced machines designed for precision sheet metal bending using accurately matched punches and dies. The models equipped with CORMAK CR-41 controllers offer a wide range of functions, enabling even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 125×2500
CORMAK press brakes are advanced machines enabling precise sheet metal bending with appropriately selected punches and dies. Our range includes models equipped with CORMAK CR-41 controllers, providing a wide range of functions that allow the execution of the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 300x4000
CORMAK press brakes are advanced machines designed for precision sheet metal bending with properly selected punches and dies. The models equipped with CORMAK CR-41 controllers offer a wide range of functions, enabling even the most demanding bending operations. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 80x2500
CORMAK press brakes are advanced machines that enable precise sheet metal bending with properly selected punches and dies. The range includes models equipped with CORMAK CR-41 controllers offering a wide variety of functions for carrying out even the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 160x4000
CORMAK press brakes are advanced machines designed for precise sheet metal bending using properly selected punches and dies. Our range includes models equipped with the CORMAK CR-41 controller, providing a wide range of functions that enable the execution of even the most demanding bending tasks. ...More

Hydraulic Press Brake CORMAK CNC SERVO EURO PB 80x2000
CORMAK press brakes are advanced machines enabling precise sheet metal bending through properly selected punches and dies. The range includes models equipped with CORMAK CR-41 controllers that offer a wide selection of functions for meeting the most demanding bending requirements. ...More
Cormak press brakes are advanced machines designed for precise sheet metal bending using properly selected punches and dies. Our range includes models equipped with CORMAK CR-41 control systems, providing a wide range of functions that enable the execution of the most demanding bending tasks.
2025-01-10
Rekomenduję z pełnym przekonaniem
Prasa działa świetnie. Czas pracy na produkcji znacznie się skrócił, co pozytywnie wpłynęło na efektywność.