Basket
The basket is empty.
-
Menu

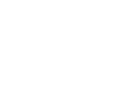

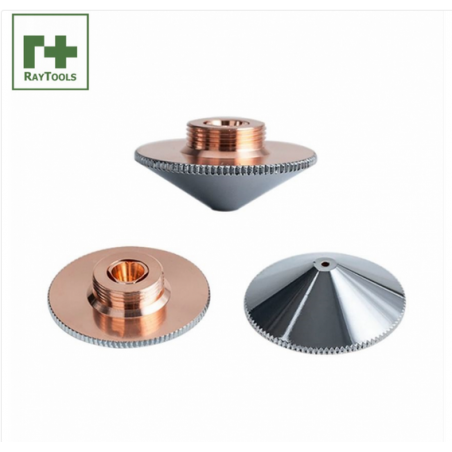
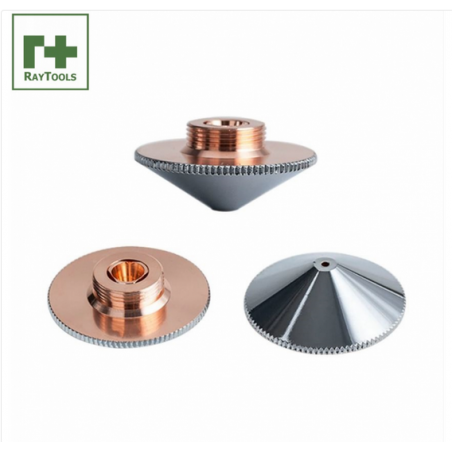


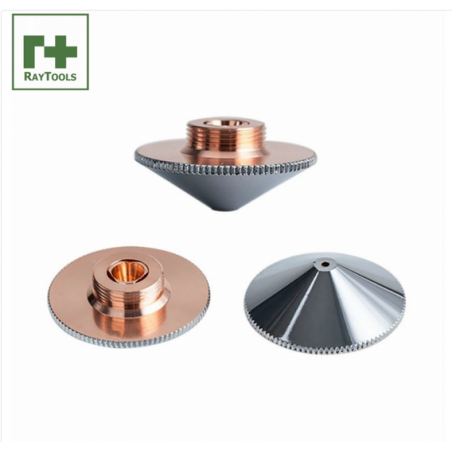

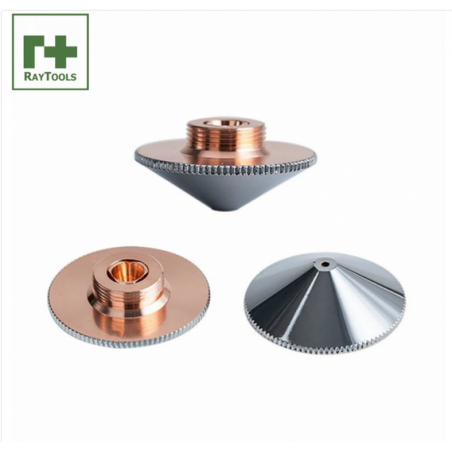
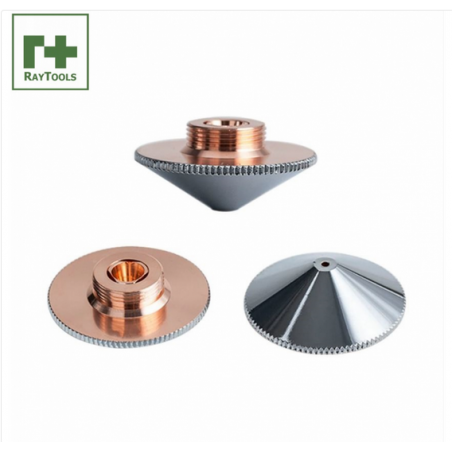
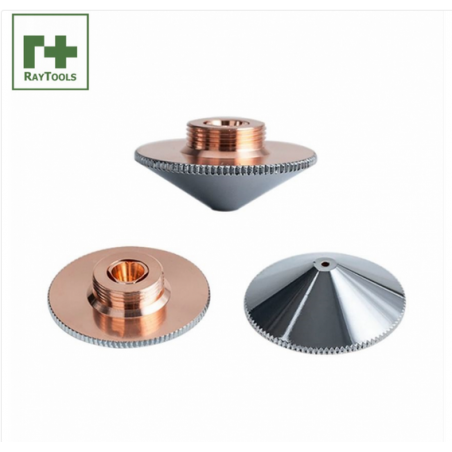
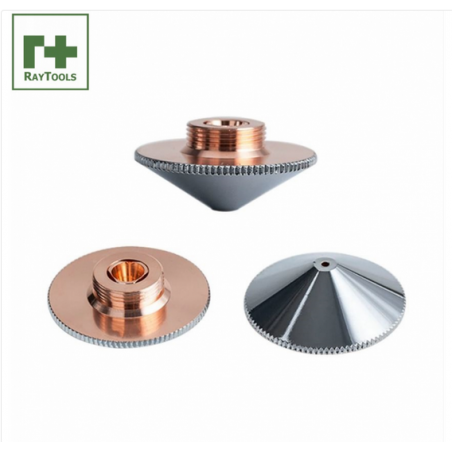

Single Nozzle D1.5 M14 H15 for Raytools FIBER Laser Head
Single Nozzle D1.5 M14 H15 for Raytools fibre laser heads. Designed for cutting stainless steel and non-ferrous metals with nitrogen assist gas, ensuring high precision, smooth cutting and excellent edge quality in FIBER laser systems. ...More
The nozzle is the final element in the cutting process: it precisely directs the gas (oxygen, nitrogen, air) that cools the cutting zone, removes molten material, and supports the stability of the optical plasma/beam during piercing. The choice of nozzle affects the edge quality and colour, burr formation, kerf width, and the process’s sensitivity to variations in height and speed. A too small diameter limits flow and increases the risk of burns; a too large one reduces gas concentration and may cause a tapered kerf. The front-face geometry and the nozzle–material distance are also crucial — maintaining the correct separation stabilises the height sensor and ensures consistent cutting along the entire workpiece.
When selecting a nozzle, check compatibility with the Raytools head model as well as the type and thickness of the processed material. Carbon steels cut with oxygen usually require a slightly different diameter than stainless steel or aluminium cut with nitrogen or compressed air; smaller diameters are better for thin sheets to achieve a finer edge, while larger ones ensure adequate flow and debris removal in thicker materials. The quality of nozzle manufacture is equally important: smooth, clean hole edges and even nickel or brass coating contribute to a stable, axial gas stream and reduce clogging risk.