
Der Korb ist leer.












Die Abkantpressen der Marke CORMAK sind hochentwickelte Maschinen, die präzises Biegen von Blechen durch optimal ausgewählte Stempel und Matrizen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA69T und CYBELEC 12, die eine breite Funktionsvielfalt bieten und die Umsetzung auch anspruchsvollster Biegeaufgaben ermöglichen.

| Max. Blechstärke (S235) | bis 8,0 mm |
| Nennkraft | 2000 kN |
| Maximale Biegelänge | 2500 mm |
| Ausladung (Ständerhals) | 320 mm |
| Max. Hub des Pressbalkens | 200 mm |
| Maximale Öffnungshöhe | 480 mm |
| Abstand zwischen den Ständern | 2000 mm |
| Rücklauf des Hinteranschlags | 600 mm |
| Motorleistung | 15,0 kW |
| Länge | 2600 mm |
| Breite | 1800 mm |
| Höhe | 2700 mm |
| Gewicht | 9600 kg |


Auch wenn der gesamte Prozess des schrittweisen Biegens recht komplex erscheinen mag, sind die bei CORMAK verfügbaren Maschinen und Softwaresysteme so fortschrittlich, dass sie den Bediener in vielen Bereichen vollständig entlasten.

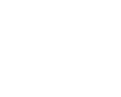
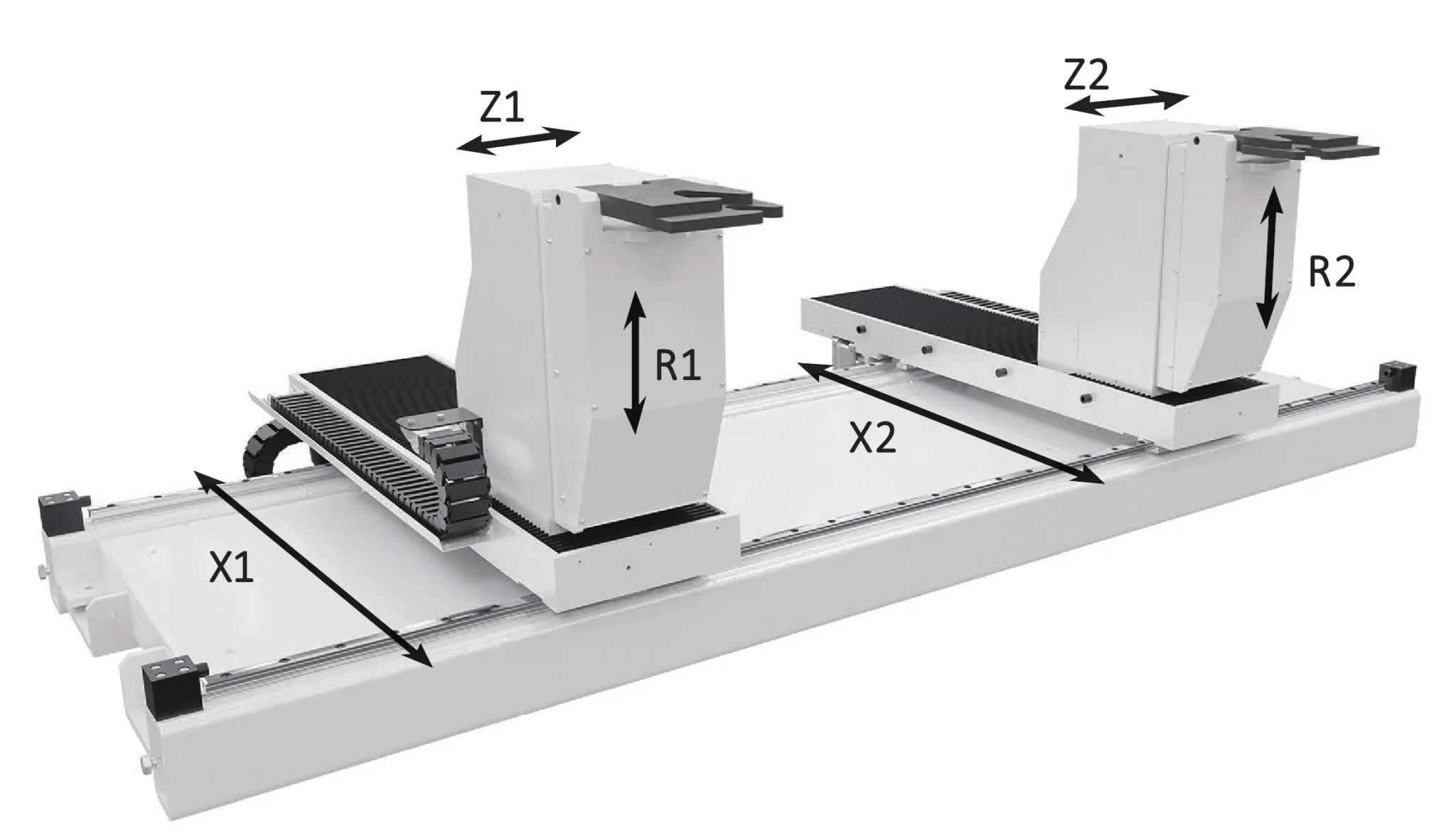
Gewährleistet über die gesamte Länge des Biegevorgangs einen gleichbleibenden Winkel – (Option)

Gewährleistet über die gesamte Länge des Biegevorgangs einen gleichbleibenden Winkel – (Option)




Optional ebenfalls verfügbare Steuerungen DELEM DA-53T+2D, DA-66T sowie DA-69T, oder CYBELEC 12




Die Maschine verbindet modernste Technologie mit einfacher Bedienung und ist somit die ideale Wahl sowohl für präzise manuelle Aufgaben als auch für eine effiziente Serienfertigung. Hochwertige Komponenten und fortschrittliche Sicherheitsvorrichtungen gewährleisten Zuverlässigkeit und Sicherheit im Betrieb.
Bei uns serienmäßig: Hochwertiges Laserschutzsystem, das den Bediener schützt und den Biegeprozess mehr als doppelt so schnell macht.

Wir sparen nicht an Sicherheit! Hochwertige Hydraulikverbindungen und Sicherheitsventile.


Achtung vor Pseudo-Sicherungen wie Tore oder Lichtvorhänge, da diese nicht CE-konform sind und die Mitarbeiter gefährden können. Als Arbeitgeber tragen Sie die Verantwortung für die Sicherheit Ihrer Mitarbeiter!






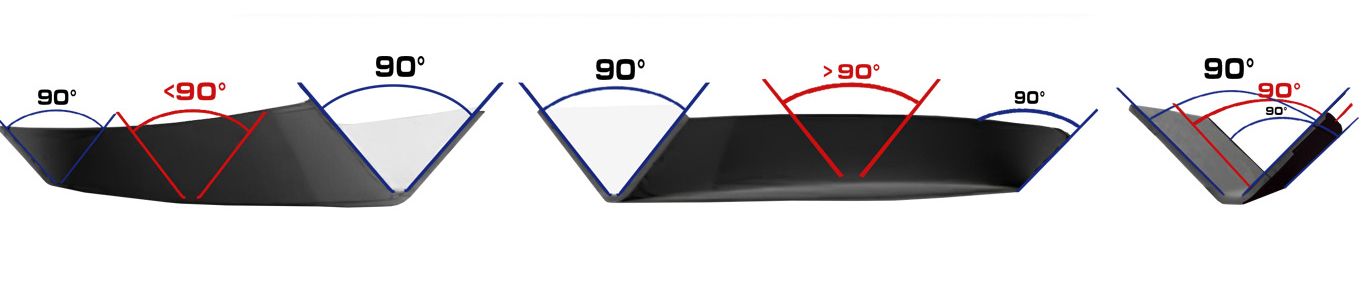
Bei uns serienmäßig – System zur Gewährleistung stabiler Maschinenparameter auch nach langen, kontinuierlichen Betriebszeiten.
Für das Endergebnis ist auch die richtige Wahl der Werkzeuge – Matrize und Stempel – entscheidend.
Die CORMAK-Abkantpressen führen kontinuierlich Messungen durch und können z. B. während des Prozesses Abweichungen korrigieren, um ein optimales Ergebnis zu erzielen.




Möglichkeit einer Schulung und Inbetriebnahme der Maschine durch einen Cormak-Techniker (nach individueller Kalkulation).
Sie können jederzeit auf die Unterstützung eines Fachmanns zählen.
Gemäß der Richtlinie 2012/19/EU des Europäischen Parlaments und des Rates vom 4. Juli 2012 über Elektro- und Elektronik-Altgeräte (WEEE) geben wir unsere WEEE-Registrierungsnummern an:
Hersteller: Cormak

CORMAK JERZY ZALEWSKI
Straße: Brzeska 120, 08-110 Siedlce, Polen
phone: +48 501 944 934
export@cormak.pl
phone: +48 609 939 400
export@cormak.pl
phone: +48 609 939 051
export@cormak.pl
phone: +48 609 939 741
export@cormak.pl


Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 400×4000 DA-53TX
Abkantpressen der Marke CORMAK sind fortschrittliche Maschinen, die dank passend ausgewählter Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen standardmäßig DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA69T und CYBELEC 12, ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 63×2500 DA-53TX
Abkantpressen der Marke Cormak sind hochentwickelte Maschinen, die dank passender Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen standardmäßig DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA69T und CYBELEC 12, die eine ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 250×6000 DA-53TX
Die Abkantpressen von CORMAK sind fortschrittliche Maschinen, die dank optimal abgestimmten Stempeln und Matrizen ein präzises Biegen von Blechen ermöglichen. Unsere Modelle sind serienmäßig mit der Steuerung DELEM DA-53TX ausgestattet, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA-69T oder ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 500×4000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC SERVO ELITE 500×4000 DA-53TX ist eine hochentwickelte Industriemaschine für das präzise Biegen von Blechen. Serienmäßig ausgestattet mit DELEM DA-53TX Steuerung und optionalen Steuerungen DA-53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12 bietet sie eine ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 40×2500 DA-53TX
Die Abkantpressen der Marke CORMAK sind hochentwickelte Maschinen, die ein präzises Biegen von Blechen mit speziell angepassten Stempeln und Matrizen ermöglichen. Unsere Modelle sind serienmäßig mit der Steuerung DELEM DA-53TX ausgestattet, optional auch mit DELEM DA53T, DA-58T, DA-66T, DA69T oder ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 40×2000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC SERVO ELITE 40×2000 DA-53TX ermöglicht präzises Biegen von Blechen mit automatischer Bombierung, Servoantrieben und flexibler CNC-Steuerung. Hochwertige Komponenten, CE-konforme Sicherheitslösungen und ergonomische Bedienung machen sie ideal für die ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 200×6000 DA-53TX
Die Abkantpressen von CORMAK sind fortschrittliche Maschinen, die präzises Biegen von Blechen durch optimal ausgewählte Stempel und Matrizen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA-69T und CYBELEC 12, die ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 500×6000 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind hochentwickelte Maschinen, die dank passender Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Standardmäßig mit der Steuerung DELEM DA-53TX ausgestattet, optional auch mit DA53T, DA-58T, DA-66T, DA69T oder CYBELEC 12. Diese Pressen ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 63×3200 DA-53TX
Die hydraulischen Abkantpressen von CORMAK sind fortschrittliche Maschinen, die dank passender Stempel und Matrizen präzises Biegen von Blechen ermöglichen. Standardmäßig ausgestattet mit der Steuerung DELEM DA-53TX sowie optional mit DELEM DA-53T, DA-58T, DA-66T, DA-69T oder CYBELEC 12, die ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 130×3200 DA-53TX
Die Abkantpressen der Marke CORMAK sind fortschrittliche Maschinen, die dank passender Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit DELEM DA-53TX Steuerungen in der Standardausführung sowie optional DELEM DA-53T, DA-58T, DA-66T, DA-69T und ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 200×4000 DA-53TX
Die hydraulische Abkantpresse CORMAK CNC SERVO ELITE 200×4000 DA-53TX ist eine moderne Blechbiegemaschine mit DELEM DA-53TX Steuerung. Ausgestattet mit automatischen Achsen, AMADA-Schnellspannsystem, hochwertigen Komponenten und CE-Zertifizierung – ideal für die industrielle Serienproduktion. ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 125×2500 DA-53TX
Die Abkantpressen von CORMAK sind fortschrittliche Maschinen, die dank optimal abgestimmten Stempeln und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit der Steuerung DELEM DA-53TX als Standard sowie optional Steuerungen DELEM DA53T, DA-58T, DA-66T, DA-69T ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 160×3200 DA-53TX
Die Abkantpressen der Marke CORMAK sind fortschrittliche Maschinen, die dank optimal abgestimmter Stempel und Matrizen präzises Biegen von Blechen ermöglichen. Unsere Produktpalette umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA-69T und ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 125×4000 DA-53TX
Die Abkantpressen der Marke Cormak sind hochentwickelte Maschinen, die dank optimal ausgewählter Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optional mit DELEM DA-53T, DA-58T, DA-66T, DA-69T und ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 200×3200 DA-53TX
Die Abkantpressen von CORMAK sind hochentwickelte Maschinen, die dank optimal abgestimmter Stempel und Matrizen präzises Biegen von Blechen ermöglichen. Das angebotene Modell ist mit der CNC-Steuerung DELEM DA-53TX ausgestattet und optional mit weiteren Steuerungen wie DELEM DA53T, DA-58T, DA-66T, ...Mehr

Hydraulische Abkantpresse CORMAK CNC SERVO ELITE 300×5000 DA-53TX
Die Abkantpressen der Marke CORMAK sind hochentwickelte Maschinen, die dank optimal ausgewählter Stempel und Matrizen ein präzises Biegen von Blechen ermöglichen. Unser Angebot umfasst Modelle mit Standardsteuerungen DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA69T und CYBELEC 12, ...Mehr
Die Abkantpressen der Marke CORMAK sind hochentwickelte Maschinen, die präzises Biegen von Blechen durch optimal ausgewählte Stempel und Matrizen ermöglichen. Unser Angebot umfasst Modelle mit Steuerungen im Standard DELEM DA-53TX sowie optional DELEM DA53T, DA-58T, DA-66T, DA69T und CYBELEC 12, die eine breite Funktionsvielfalt bieten und die Umsetzung auch anspruchsvollster Biegeaufgaben ermöglichen.