
Der Korb ist leer.
















Die CNC-Abkantpresse der Serie ULTIMATE ist eine moderne Maschine zum Biegen von Blechtafeln in jedem gewünschten Winkel. Die verstärkte Konstruktion gewährleistet präzises Biegen auch bei längerer Arbeit. Standardmäßig verfügt die Presse über vier Achsen: X, Y1, Y2, R sowie eine automatische Bombierung. CNC-Steuerung Cybelec 12PS, Presskraft von 60 bis 400 Tonnen und Biegelänge von 1.300 bis 6.100 mm.

Abkantpressen Ultimate sind ein fortschrittliches Werkzeug, das in der Industrie zur Kantenbearbeitung und zum Biegen von Materialien eingesetzt wird. Es handelt sich um ein vielseitiges Gerät, das eine präzise und effiziente Kantenbearbeitung verschiedener Materialien wie Stahl, Aluminium und Kunststoffe ermöglicht.
Die Abkantpressen Ultimate wurden im Hinblick auf Leistung und Zuverlässigkeit entwickelt. Sie sind mit einer soliden Konstruktion ausgestattet, die Stabilität während des Betriebs gewährleistet. Die Maschinen verfügen außerdem über fortschrittliche Steuerungssysteme, die das Programmieren verschiedener Arbeitsparameter wie Biegegeschwindigkeit, Biegewinkel und Presskraft ermöglichen.
Einer der Hauptvorteile der Ultimate-Abkantpressen ist ihre Benutzerfreundlichkeit. Die intuitive Benutzeroberfläche ermöglicht es dem Bediener, den Bearbeitungsprozess einfach zu programmieren und zu steuern. Darüber hinaus sind die Pressen mit fortschrittlichen Sicherheitssystemen ausgestattet, die eine sichere Bedienung gewährleisten. Dank ihrer hohen Leistung sind die Abkantpressen EASY die ideale Lösung für Hersteller, die eine schnelle und präzise Kantenbearbeitung benötigen. Sie können in verschiedenen Branchen eingesetzt werden, wie z. B. in der Metallindustrie, im Tischlereiwesen, in der Möbelproduktion und in der Kunststoffindustrie.


| Max. Blechdicke (S235) | bis 6,0 mm |
| Nennpresskraft | 1250 kN |
| Maximale Biegelänge | 3100 mm |
| Ausladung (Pressbalken) | 400 mm |
| Maximaler Hub des beweglichen Balkens | 150 mm |
| Maximale Öffnungshöhe | 390 mm |
| Abstand zwischen den Balken | 2700 mm |
| Rückanschlagweg | 650 mm |
| SERVO-Motorleistung | 7,5 kW |
| Länge | 3870 mm |
| Breite | 1550 mm |
| Höhe | 2600 mm |
| Gewicht | 7500 kg |

Gewährleistet über die gesamte Biegelänge denselben Biegewinkel
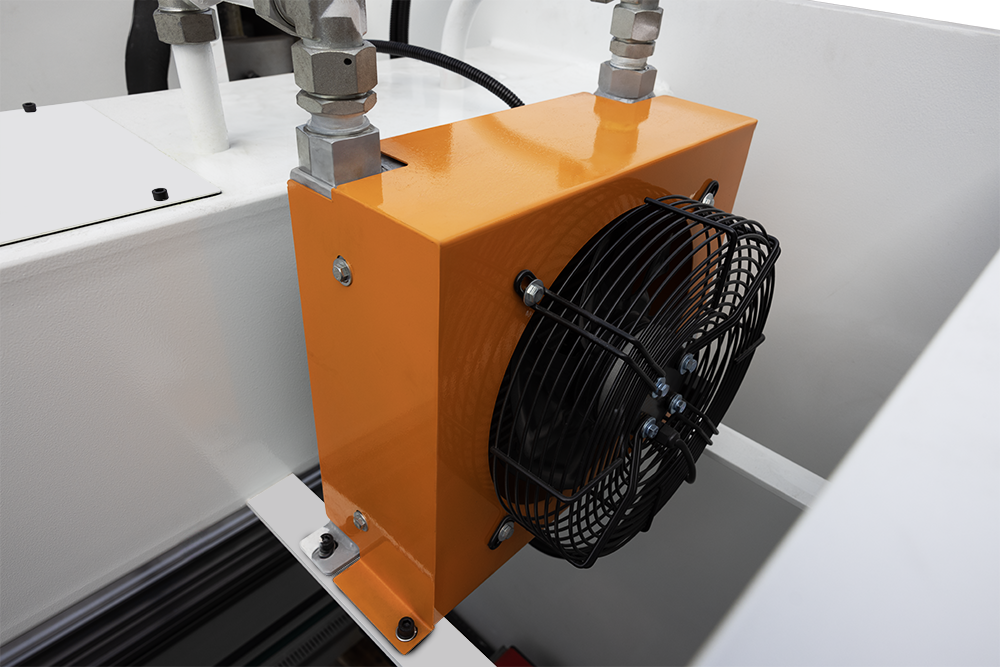
Das Oil Cooling System garantiert stabile Arbeitsparameter der Maschine auch nach langer, kontinuierlicher Nutzung.


Achsen Y1, Y2 – diese Achsen steuern den Biegebalken. Y1 ist die linke Seite und Y2 die rechte Seite. Der gesamte Biegeprozess wird durch das CNC-System gesteuert, das mit dem Hydrauliksystem verbunden ist. Dieses arbeitet mit Messlinealen, die sich auf der linken und rechten Seite der Maschine befinden. CNC-gesteuerte Abkantpressen sind synchrone Maschinen, die über eine unabhängige Steuerung des linken und rechten Zylinders verfügen. Dadurch kann die Parallelität sowie der Biegewinkel auf beiden Seiten Y1 und Y2 unabhängig korrigiert werden.
X – die Achse ist für die Bewegung des Hinteranschlags in der Ebene vorne-hinten zuständig. Sie ist verantwortlich für die Maßhaltigkeit der gebogenen Werkstückseiten. Angetrieben wird sie von einem Schrittmotor oder Servoantrieb, während die Ausführung über Kugelgewindespindeln erfolgt. Für die Positions- und Genauigkeitsbestimmung ist ein Encoder verantwortlich. CNC-Steuerungen können die Position von X automatisch berechnen, um das gewünschte Biegemaß zu erreichen, unter Berücksichtigung von Materialdicke, Materialart, eingesetzten Werkzeugen, Biegewinkel sowie Außen- oder Innenmaß laut Zeichnung.
R – ebenfalls eine Achse des Hinteranschlags, zuständig für die Bewegung in der Ebene oben-unten. Sie wird meist über ein Getriebe mit Servoantrieb gesteuert. Für Position und Genauigkeit ist ebenfalls ein Encoder verantwortlich. Der Nullpunkt der R-Achse ist die Höhe der aktuell auf dem Pressentisch montierten Matrize. In modernen CNC-Steuerungen verfügen die Hinteranschlagsfinger über mehrere Bezugsebenen. Nach Auswahl der Position im Steuerungssystem korrigiert die Maschine automatisch R-Höhe sowie X-Position des Anschlags.
 Der Pressenkorpus besteht aus Seitenwänden und Tisch. Der Druck auf den Tisch wird durch den Biegebalken ausgeübt, der sich in den Führungen des Korpus bewegt. Tisch und Balken sind jeweils an zwei Punkten abgestützt. Unter dem Einfluss hoher Kräfte auf das gebogene Blech tritt eine Durchbiegung des Tisches auf. Dies führt zu Problemen bei der Erreichung des Sollwinkels in der Tischmitte. Um denselben Winkel über die gesamte Länge zu erzielen, ist die Maschine mit einem Tischkompensationssystem ausgestattet. Am häufigsten wird ein mechanisches System eingesetzt – das sogenannte Gegenwellen-System. Der Pressentisch ist an der Unterseite so gefräst, dass zwei Leisten mit gegenläufiger Welle hineinpassen. Die untere Leiste ist fest, während die obere manuell über eine Kurbel mit integrierter Skala oder automatisch über ein servogetriebenes Getriebe bewegt wird. Dieses System kompensiert die Tischverformung beim Biegeprozess und gewährleistet eine hohe Genauigkeit bei der Einhaltung des Sollwinkels.
Der Pressenkorpus besteht aus Seitenwänden und Tisch. Der Druck auf den Tisch wird durch den Biegebalken ausgeübt, der sich in den Führungen des Korpus bewegt. Tisch und Balken sind jeweils an zwei Punkten abgestützt. Unter dem Einfluss hoher Kräfte auf das gebogene Blech tritt eine Durchbiegung des Tisches auf. Dies führt zu Problemen bei der Erreichung des Sollwinkels in der Tischmitte. Um denselben Winkel über die gesamte Länge zu erzielen, ist die Maschine mit einem Tischkompensationssystem ausgestattet. Am häufigsten wird ein mechanisches System eingesetzt – das sogenannte Gegenwellen-System. Der Pressentisch ist an der Unterseite so gefräst, dass zwei Leisten mit gegenläufiger Welle hineinpassen. Die untere Leiste ist fest, während die obere manuell über eine Kurbel mit integrierter Skala oder automatisch über ein servogetriebenes Getriebe bewegt wird. Dieses System kompensiert die Tischverformung beim Biegeprozess und gewährleistet eine hohe Genauigkeit bei der Einhaltung des Sollwinkels.

Gemäß der Richtlinie 2012/19/EU des Europäischen Parlaments und des Rates vom 4. Juli 2012 über Elektro- und Elektronik-Altgeräte (WEEE) geben wir unsere WEEE-Registrierungsnummern an:
Hersteller: Cormak

CORMAK JERZY ZALEWSKI
Straße: Brzeska 120, 08-110 Siedlce, Polen
phone: +48 501 944 934
export@cormak.pl
phone: +48 609 939 400
export@cormak.pl
phone: +48 609 939 051
export@cormak.pl
phone: +48 609 939 741
export@cormak.pl


Hydraulische Abkantpresse CORMAK ULTIMATE 130x3200 Cybelec 4+1 Servo-Achse
Die CNC-Abkantpresse der Serie ULTIMATE ist eine moderne Maschine zum Biegen von Blechtafeln in jedem gewünschten Winkel. Die verstärkte Konstruktion gewährleistet präzises Biegen auch bei längerer Arbeit. Standardmäßig verfügt die Presse über vier Achsen: X, Y1, Y2, R sowie eine automatische ...Mehr
Die CNC-Abkantpresse der Serie ULTIMATE ist eine moderne Maschine zum Biegen von Blechtafeln in jedem gewünschten Winkel. Die verstärkte Konstruktion gewährleistet präzises Biegen auch bei längerer Arbeit. Standardmäßig verfügt die Presse über vier Achsen: X, Y1, Y2, R sowie eine automatische Bombierung. CNC-Steuerung Cybelec 12PS, Presskraft von 60 bis 400 Tonnen und Biegelänge von 1.300 bis 6.100 mm.